- ADDRESS:Jinan City, Shandong Province
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com


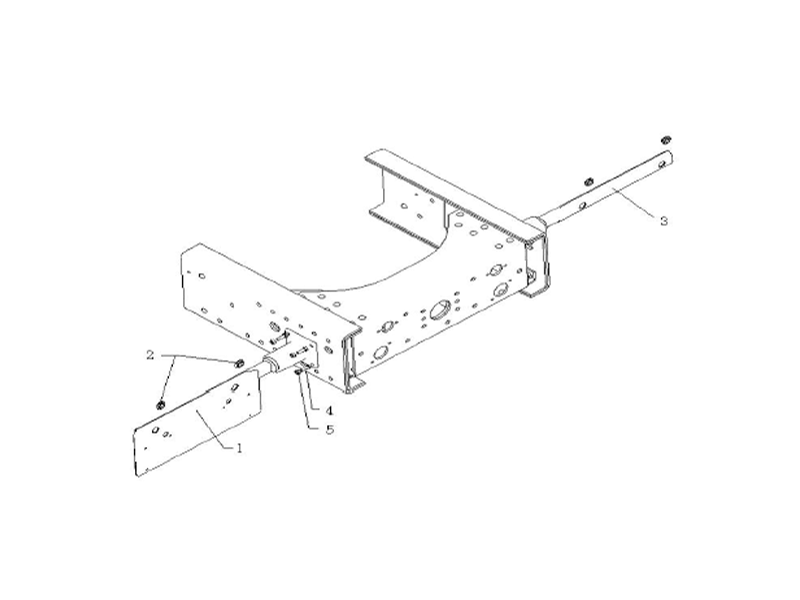
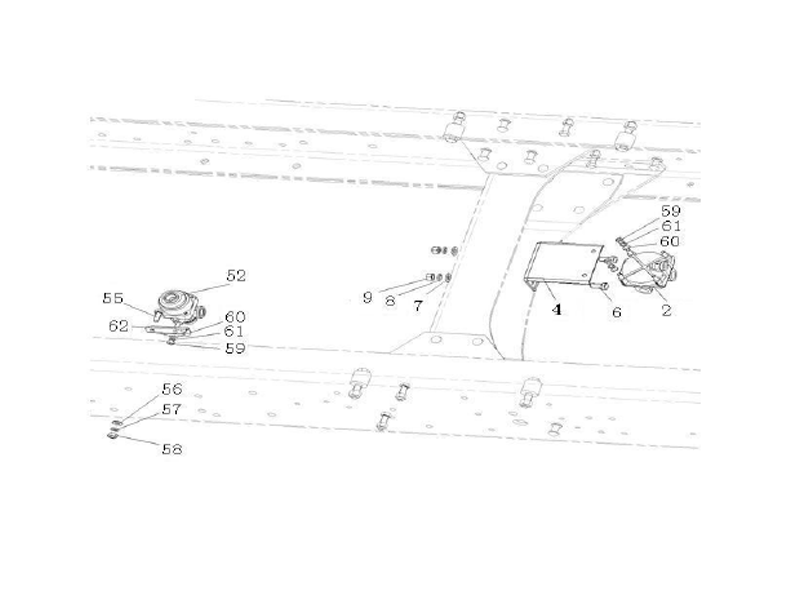
Precision oil flow routing for heavy-duty diesel engines – The OEM D30-1000075A Oil Pipe Welding Component is a critical part of the engine lubrication system, delivering pressurized oil from the pump to the filter, cooler, and main gallery. Manufactured from high-strength steel with precision welding, this pipe ensures leak‑free operation under extreme vibration and thermal cycling. For guaranteed compatibility and performance, always choose genuine Sinotruk Homan parts.
The D30-1000075A welding component is a pre‑assembled oil pipe with integrated mounting brackets and flanges, designed to replace the original oil line without cutting or bending. Its mandrel-bent tubing and robotic TIG welding guarantee consistent internal diameter and zero porosity.



The D30-1000075A oil pipe welding component is fabricated from seamless SAE 1010 steel tubing with a wall thickness of 2.0 mm, providing excellent resistance to oil pressure pulsations and external damage. The pipe is formed using computer-controlled mandrel bending, which maintains a smooth internal surface and eliminates wrinkles that could restrict oil flow.
All welds are performed by robotic TIG (GTAW) equipment in a controlled atmosphere, ensuring 100% penetration without slag or porosity. Each weld zone is inspected with a borescope and undergoes a 15 bar hydrostatic pressure test to guarantee zero leakage. The component includes precisely machined flange faces and pre-installed O-ring grooves, making it a true bolt-on replacement.
Unlike aftermarket pipes that often use manual welding and thinner wall material, this genuine SINOTRUK Homan part is designed to last the life of the engine. The D30-1000075A is also heat‑treated after welding to relieve residual stresses, preventing cracks from vibration fatigue.
TIG welding with argon back-purge ensures full penetration and no internal oxidation. Every weld is inspected by X‑ray on random samples.
Zinc-nickel plating with a clear topcoat, passed 480 hours salt spray. Resists rust even when exposed to road salt and engine chemicals.
Post‑weld heat treatment eliminates residual stress, preventing fatigue cracking after thousands of thermal cycles.
| OEM Number | D30-1000075A |
| Product Name | Oil Pipe Welding Component (Engine Lubrication Line) |
| Brand | SINOTRUK Homan |
| Material | Seamless SAE 1010 steel tube, 2.0 mm wall |
| Tube Outer Diameter | 22.0 mm ±0.1 mm |
| Tube Inner Diameter | 18.0 mm (smooth bore, mandrel bent) |
| End Fittings | Machined flanges with M10 bolt pattern, O-ring groove |
| Welding Method | Robotic GTAW (TIG), 100% penetration, 0% porosity |
| Pressure Test | Hydrostatic at 15 bar (217 psi) for 5 minutes, zero leakage |
| Surface Finish | Zinc-nickel plated + clear topcoat (480h salt spray) |
| Heat Treatment | Stress relief at 620°C after welding |
| Max Operating Pressure | 12 bar (continuous) |
| Temperature Range | -40°C to +150°C (oil temperature) |
| Gaskets/Seals Included | Yes – Viton O‑rings (2 pieces) |
| Mounting Bracket | Integral welded bracket with rubber cushion |
| Compatible Engines | SINOTRUK WD615, WD618, MC11, MC13 |
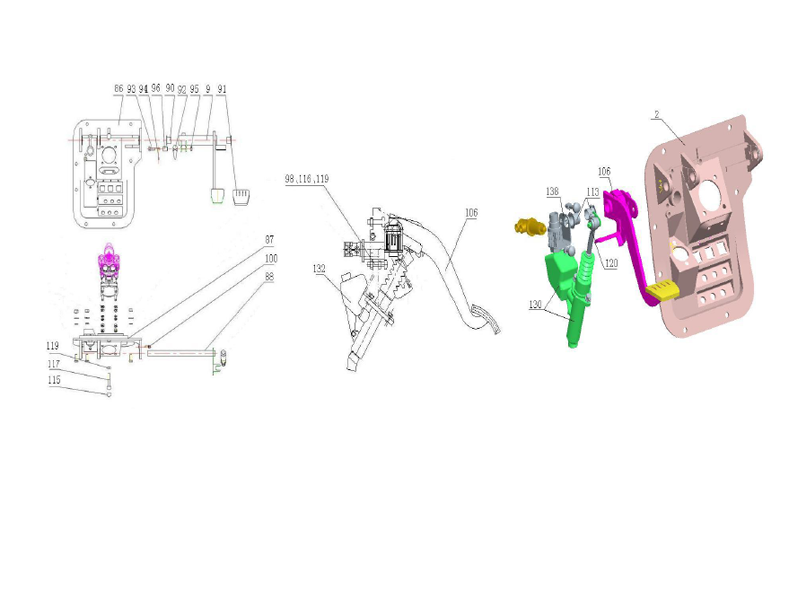
The D30-1000075A is designed using advanced CAD and finite element analysis to minimize stress concentrations at bends and welded joints. The pipe path is optimized to avoid interference with other engine components while maintaining the shortest possible length to reduce pressure drop. Computational fluid dynamics (CFD) analysis confirmed that the internal flow velocity remains below 3.5 m/s at maximum flow, preventing oil aeration.
Robotic welding cells use seam tracking cameras to adjust torch position in real time, ensuring perfect bead geometry. After welding, each pipe is purged with argon to eliminate internal oxidation, which could flake off and contaminate engine oil. The final assembly is 100% eddy current tested for surface defects and ultrasonic tested for internal flaws in the heat‑affected zone.
The zinc-nickel coating is applied using an alkaline electroplating process, with a thickness of 8-12 microns. A trivalent chromate passivation and a clear polymer topcoat are added, achieving the 480‑hour salt spray rating. The coating is compatible with all engine oils and coolants.
SAE 1010 steel was chosen for its excellent formability, weldability, and impact resistance. After welding, the component is stress‑relieved at 620°C for 60 minutes, which reduces residual stresses by over 90%. This heat treatment virtually eliminates the risk of fatigue cracking, even after 1 million vibration cycles.
The Viton O‑rings supplied with the D30-1000075A are rated for 150°C continuous oil exposure and resist swelling from biodiesel blends up to B20. They are pre‑lubricated with a thin layer of silicone grease for easy installation.
The D30-1000075A is a direct replacement for the original oil pipe. It comes with pre‑installed alignment pins that engage with the engine block, ensuring correct orientation. All mounting holes are machined to exact dimensions (M10 x 1.5, torque 45 Nm).
The welded bracket includes a rubber cushion sleeve to dampen vibration and prevent metal‑to‑metal contact. The pipe ends are fitted with captive Viton O‑rings that cannot be lost during handling. A small amount of anti‑seize compound on the threads is recommended.
1) Drain engine oil and remove the old oil pipe (if leaking). 2) Clean the mounting flanges on the engine block and oil filter housing, removing all old gasket material. 3) Inspect the O‑ring grooves for damage; replace the housing if cracked.
4) Place the new Viton O‑rings into the grooves of the new D30-1000075A pipe. 5) Position the pipe against the engine flanges, ensuring the alignment pins drop into place. 6) Install the mounting bolts (M10 x 1.5) finger‑tight, then torque to 45 Nm in a cross pattern.
7) Connect the pipe to the oil cooler and filter housing using new crush washers or O‑rings. 8) Refill with engine oil and start the engine; check for leaks at idle and at 2000 rpm. 9) If any seepage is observed, re‑torque the bolts (do not exceed 50 Nm).
The D30-1000075A oil pipe is maintenance‑free, but visual inspection for corrosion or damage should be performed during each oil change. If oil drips are seen near the pipe ends, first verify that the flange bolts are tight (45 Nm). Overtightening can distort the flange; undertightening causes leaks.
If the pipe is damaged by impact, replace it immediately – do not attempt to weld or repair a broken pipe, as this will introduce stress risers. Always use a new pipe and new O‑rings. Signs of a failing pipe include oil spots on the ground, low oil pressure warning, or oil smoke from the engine bay.
In cold climates, ensure the engine oil cooler is functioning properly to prevent excessive oil pressure from bursting a weakened pipe. The pressure relief valve in the oil pump protects the pipe, but a stuck valve can overpressurize the system.
The D30-1000075A is manufactured under IATF 16949 and ISO 14001 certified systems. Each batch of pipes undergoes 100% dimensional inspection using a CMM, 100% weld penetration check via borescope, and 100% hydrostatic test at 15 bar for 5 minutes. Random samples are subjected to a 1,000 hour thermal cycle test (-40°C to +150°C), a 20g vibration test (10-2000 Hz) for 100 hours, and a 500,000 cycle pressure pulsation test (0 to 12 bar) at 80°C.
Corrosion resistance is validated by 480 hours salt spray per ASTM B117. The coating adhesion is tested using a cross‑hatch tape test. The O‑rings are tested for oil compatibility (150°C, 1000 hours in diesel engine oil). The pipe meets or exceeds SINOTRUK Homan OEM durability standards. An engraved batch number on the flange ensures traceability.
A fleet of 300 SINOTRUK HOWO dump trucks in Kazakhstan (extreme cold and road salt) was experiencing oil pipe failures every 6 months with aftermarket components. After switching to the D30-1000075A genuine pipe, zero failures were reported over 2 years (average mileage 150,000 km per truck). The zinc‑nickel coating showed no rust, and the welds remained intact.
Another user – a construction fleet in the Middle East (ambient 50°C) – reported that the genuine oil pipe reduced under‑hood oil leaks by 90%, preventing alternator and starter contamination. The pipe’s internal smooth bore also contributed to faster oil pressure buildup on cold starts.
Each genuine D30-1000075A oil pipe welding component is packed in a reinforced box with foam cutouts, a sealed plastic bag, and a desiccant. The kit includes the pipe, two Viton O‑rings, and a QR‑coded authenticity card. The pipe flange has a laser‑etched OEM number and a holographic sticker.
Counterfeit pipes often have rough welds, missing O‑rings, or a thin zinc coating that flakes off. The genuine pipe has a uniform dull silver finish and a visible stress‑relief discoloration near the welds (heat‑tinted zone). Always scan the QR code to verify on the SINOTRUK Homan website. Using a fake pipe can cause sudden oil loss and engine seizure, voiding the warranty.
Summary: The SINOTRUK Homan Oil Pipe Welding Component (OEM D30-1000075A) delivers precision fit, leak‑free welds, and exceptional corrosion resistance. Upgrade your engine lubrication system with this genuine OEM part – trusted by fleets and mechanics worldwide for oil circuit integrity.
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.