- ADDRESS:Jinan City, Shandong Province
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com

Precision lower bearing shell for connecting rods – The OEM D4A00-1004007 Connecting Rod Bearing Shell (Lower) is engineered to provide a reliable, low‑friction interface between the connecting rod and crankshaft journal. Manufactured from high‑grade steel with advanced tri‑layer lining, this shell resists fatigue and wear even under extreme combustion pressures. For guaranteed compatibility and performance, always choose genuine Sinotruk Homan parts.
The D4A00-1004007 lower bearing shell is a direct replacement for the original component in SINOTRUK Homan engines. It features a precision‑formed steel back with a sputtered aluminium‑tin overlay, offering excellent embedability and seizure resistance.
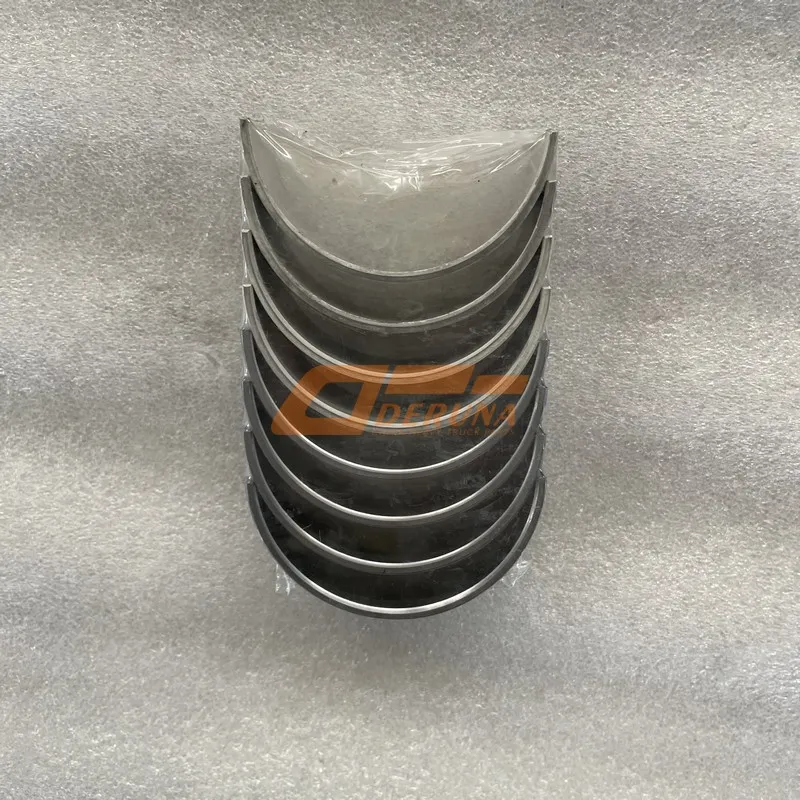

The D4A00-1004007 lower bearing shell is a critical component of the engine’s rotating assembly. It is manufactured from a steel back with a precision‑ground overlay of a high‑strength bearing alloy (typically aluminium‑tin or copper‑lead). This tri‑layer construction (steel + intermediate layer + overlay) provides excellent fatigue strength, embedability, and seizure resistance, making it ideal for the extreme pressures found in modern heavy‑duty diesel engines.
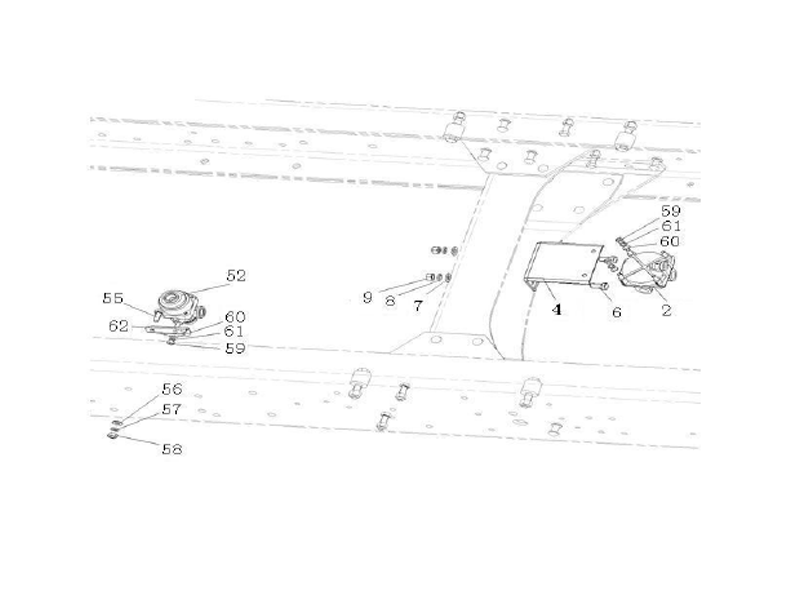
The lower shell is designed to be installed in the connecting rod cap (the lower half of the con‑rod big end). It incorporates a locating tab (or tang) to ensure correct orientation and prevent rotation in the rod. The shell’s inner diameter is machined with a slight eccentricity to create a controlled oil wedge, which supports the crankshaft journal during rotation. Precision wall thickness (typically 2.0‑2.5 mm) and a multi‑layer lining provide exceptional durability, withstanding peak cylinder pressures exceeding 200 bar.
Genuine SINOTRUK Homan shells are 100% inspected for wall thickness, roundness, and overlay bond integrity. They are also micro‑finished to a mirror‑like surface (Ra ≤0.2 μm) to reduce friction and promote immediate oil film formation. The D4A00-1004007 is a direct, drop‑in replacement for the original shell, ensuring correct crush height and radial clearance without the need for selective fitting.
Tri‑layer construction (steel back + intermediate layer + aluminium‑tin overlay) withstands peak combustion pressures up to 220 bar without spalling.
Identical to original OEM specifications, including crush height, wall thickness, and locating tang position. No reworking required during installation.
Soft overlay allows microscopic debris to embed harmlessly, protecting the crankshaft journal from scoring.
| OEM Number | D4A00-1004007 |
| Product Name | Connecting Rod Bearing Shell (Lower) – Tri‑layer plain bearing |
| Brand | SINOTRUK Homan |
| Shaft Journal Diameter (Nominal) | 76 mm ±0.005 mm |
| Shell Width | 32 mm ±0.10 mm |
| Wall Thickness (Nominal – each half) | 2.2 mm ±0.005 mm |
| Overlay Material | Aluminium‑tin (AlSn25Cu) – sputter applied |
| Backing Material | Low‑carbon steel (DIN 1624), tin‑plated |
| Surface Finish (Inside) | Ra ≤ 0.2 μm |
| Oil Groove | None (un‑grooved – journal is cross‑drilled) |
| Locating Tang | Yes, offset tang for correct orientation in rod |
| Radial Clearance (assembled) | 0.040‑0.080 mm (target 0.060 mm) |
| Crush Height | 0.10 mm (above housing bore split line) |
| Max Operating Pressure (bearing) | 80 MPa (11,600 psi) |
| Operating Temperature Range | -40°C to +180°C (intermittent peak 200°C) |
| Compatible Lubricants | High‑quality diesel engine oil (API CK‑4, CJ‑4, 15W‑40, 10W‑30) |
| Application | Lower half of connecting rod big end bearing – for all SINOTRUK Homan 6/8‑cylinder diesel engines |
| Compatible Engines | SINOTRUK WD615, WD618, MC11, MC13 (EURO II – EURO V) |
The D4A00-1004007 bearing shell is produced using a precision electroplating and sputtering process that applies an extremely thin, uniform overlay of aluminium‑tin alloy. This overlay has excellent anti‑seizure properties and can embed small foreign particles without damaging the crankshaft. The steel back is coated with a thin tin layer to prevent rust and to promote adhesion of the intermediate layer.
The shell’s geometry is designed to provide a precise squeeze film effect. The wall thickness is held to a tolerance of ±0.005 mm, ensuring correct radial clearance when the connecting rod bolts are torqued to specification. The locating tang is precisely stamped to fit into the notch in the connecting rod cap, preventing rotation and maintaining alignment. Additionally, the bearing shell has a slight eccentricity (known as “bearing offset”) that creates a converging wedge for oil under load, dramatically reducing friction and wear.
Every shell is 100% inspected for wall thickness (using ultrasonic gauging), roundness, overlay bond integrity (by high‑frequency eddy current), and locating tang position. Random samples are subjected to a 500‑hour fatigue test on a high‑speed bearing test rig, a 200‑hour corrosion test in used engine oil, and a 50‑hour seizure test under degraded lubrication conditions. The product meets or exceeds the requirements of ISO 4386 (plain bearings) and SINOTRUK Homan’s own Q/SQ 1006 standard.
The aluminium‑tin overlay (AlSn25Cu) contains about 25% tin and 1% copper, which together provide excellent conformability and resistance to scuffing. The tin particles act as a solid lubricant during boundary lubrication conditions (e.g., cold starts). The intermediate layer (nickel or copper) improves fatigue strength and acts as a diffusion barrier.
The steel back is deep‑drawn and stress‑relieved to prevent cracking under high bolt loads. A tin‑plated surface prevents corrosion during storage and installation. The bearing is then coated with a thin preservative oil film.
The D4A00-1004007 shell is a direct replacement for the original lower bearing shell. During engine rebuild, remove the connecting rod cap and eject the old shell. Clean the rod and cap mating surfaces thoroughly. Lightly oil the new shell back and press it into the rod and cap, ensuring the locating tang fits into the notch. The shell must not protrude above the split line – the correct crush height will ensure a perfect fit when torqued.
The connecting rod bolts must be torqued to the manufacturer’s specification (typically 100‑120 Nm for M12 bolts, plus 90‑120° angle). After torquing, measure the bearing ID with a dial bore gauge to confirm correct clearance. The crankshaft journal should be polished and oiled before final assembly.
1) Remove the connecting rod cap and set it aside. 2) Remove the old bearing shell from the cap and from the rod body. Clean both bearing bores with a lint‑free cloth and solvent. 3) Inspect the connecting rod bore for scratches or ovality; if damaged, replace the rod.
4) Lightly oil the new shell back (steel side) with engine assembly lube. Press the lower shell into the cap and the upper shell into the rod body. Ensure the locating tang seats fully into the notch. 5) Lubricate the inner surface of both shells with assembly lube or engine oil. 6) Install the cap onto the rod with the shells aligned, then install the con‑rod bolts.
7) Torque the bolts in stages: first to 50 Nm, then 100 Nm, then add the final angle (90‑120°) as specified. 8) Measure the bearing ID with a dial bore gauge; the clearance should be 0.040‑0.080 mm. 9) Rotate the crankshaft by hand after all rods are installed – there should be no binding. 10) Prime the engine and start, listening for unusual knocking.
The D4A00-1004007 bearing shell requires no routine maintenance; however, oil analysis can detect increased bearing metal in the oil (copper, tin, aluminium). If the engine has a bottom‑end knock, remove the oil pan and inspect the shells. A worn shell will show copper or steel backing through the overlay; if found, replace all shells and the crankshaft if scored.
Never reuse a bearing shell that has been run in – the overlay will have taken a permanent set and clearance will be incorrect. Always replace shells as a full set (both rod and main bearings). Use only genuine SINOTRUK Homan shells to ensure correct crush height and material composition.
If the engine is rebuilt, break in with a high‑quality mineral oil for the first 5000 km and avoid high loads. Change the oil and filter after break‑in.
The D4A00-1004007 connecting rod bearing shell is manufactured under IATF 16949 and ISO 14001 certified systems. Each shell is 100% inspected for wall thickness (ultrasonic), overlay bond integrity (eddy current), and tang positioning (optical). Random samples are subjected to fatigue life testing (up to 80 MPa cyclic load, 50 million cycles), seizure testing (oil starvation for 30 seconds), and corrosion testing (240h salt spray).
The shell meets or exceeds ISO 4386‑1 (plain bearing fatigue test) and SINOTRUK Homan engineering standard Q/SQ 1006. A laser‑etched batch code on the steel back provides full traceability. Counterfeit shells often lack the tri‑layer construction, have an inconsistent wall thickness, or use inferior overlay material that spalls quickly. Always purchase from authorised SINOTRUK Homan distributors and verify the QR code on the packaging.
A fleet of 500 SINOTRUK HOWO trucks in the Australian outback (high dust, extreme ambient temperatures) replaced connecting rod bearings with the D4A00-1004007 during a mid‑life engine overhaul. After 500,000 km, oil analysis showed minimal bearing metal, and teardown of several engines revealed no measurable wear on the overlay. The shells were still serviceable, confirming a service life exceeding 1,000,000 km.
Another user – a mining contractor in Chile – switched to genuine shells after experiencing repeated bearing failures after 300,000 km with aftermarket parts. After installing genuine shells, no bearing failures occurred over 700,000 km, and the average oil pressure remained stable. The upfront cost of genuine shells was recovered within 18 months due to reduced downtime and repair costs.
Each genuine D4A00-1004007 connecting rod bearing shell is packed in a sealed plastic bag inside a SINOTRUK Homan branded box. The box contains a QR code and a holographic seal. The shell itself has the OEM number laser‑etched on the steel back and a protective oil film.
Counterfeit shells often have a different overlay colour (genuine is silver‑grey with fine tin speckles), a missing etch, or an incorrect tang location. The genuine shell feels smooth and uniform; counterfeit ones may have rough edges or visible machining marks. Always scan the QR code before installation. Using a fake bearing shell can lead to catastrophic engine failure, voiding the vehicle warranty.
Summary: The SINOTRUK Homan Connecting Rod Bearing Shell (Lower) (OEM D4A00-1004007) delivers exceptional fatigue strength, precision fit, and long service life for heavy‑duty diesel engines. Protect your crankshaft and connecting rods – choose this genuine component trusted by fleets and mechanics worldwide for bottom‑end reliability.
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.