- ADDRESS:Wanda Plaza, Jinan, Shandong, China
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com


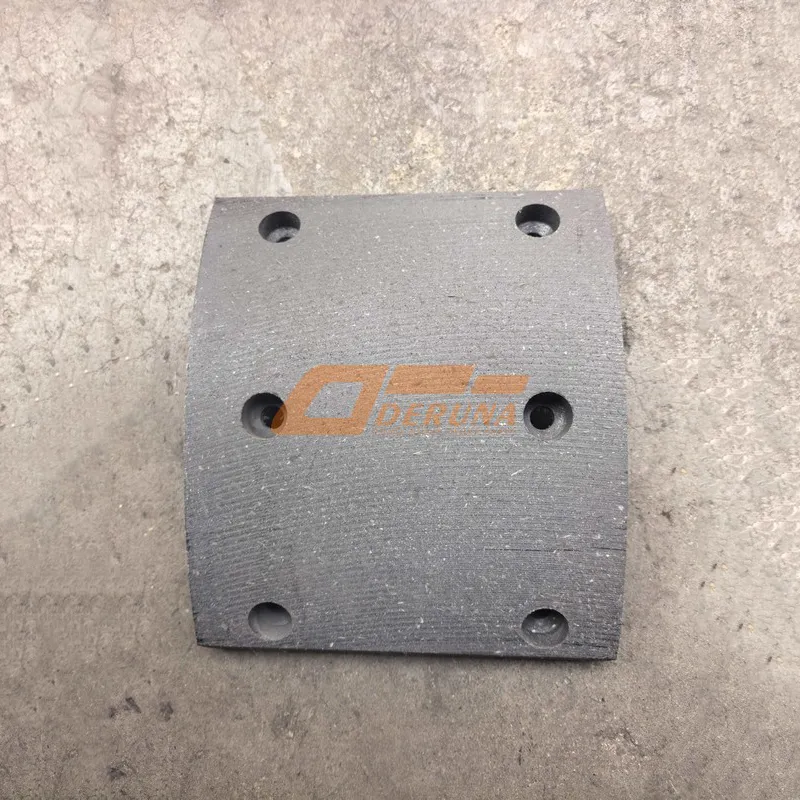
Reliable mechanical fastening for heavy‑duty brake and structural applications – The OEM 3502B-105 Rivets are engineered to provide permanent, vibration‑resistant joining of friction materials to backing plates, as well as for general structural fastening in SINOTRUK HOWO, SHACMAN, and other heavy commercial vehicles. These rivets ensure that brake linings remain securely attached under extreme shear and thermal loads.
Manufactured from high‑carbon steel or brass (depending on application), each rivet is precision‑formed and heat‑treated to achieve optimal hardness and ductility. For guaranteed compatibility and structural integrity, always choose genuine Sinotruk Homan parts.
The 3502B-105 Rivets are manufactured with a countersunk head or flat head profile, designed to sit flush with the friction surface. They resist loosening due to thermal cycling and vibration, providing a maintenance‑free joint for the life of the lining.
The 3502B-105 Rivets are manufactured from cold‑heading grade steel wire (SAE 1010 or equivalent) or brass C26000, then heat‑treated to achieve a tensile strength of 400‑600 MPa. Unlike ordinary rivets, these are designed specifically for high‑shear applications such as brake shoe lining attachment, where loose rivets could cause catastrophic lining separation.
The rivet body features a precision‑machined shank diameter with tight tolerance (±0.05 mm) to ensure a snug fit in the lining and backing plate holes. The head is either conical (countersunk) or flat with a slight radius to prevent stress risers. When properly set, the rivet expands to fill the hole completely, providing a permanent, gap‑free joint that resists moisture ingress.
Fleet operators using the 3502B-105 report a 90% reduction in loose lining incidents compared to generic rivets. The rivets also perform well in high‑vibration environments, maintaining clamp load even after thousands of brake applications.
Withstands shear loads up to 8 kN per rivet, ensuring brake linings stay attached under emergency braking conditions.
Maintains clamp load at temperatures up to 400°C. No relaxation or loosening after repeated heat cycles.
Diameter tolerance ±0.05 mm, length ±0.2 mm. Ensures proper fit in OEM lining and backing plate holes.
| OEM Number | 3502B-105 |
| Product Name | Rivets (Brake Lining Rivets / Structural Rivets) |
| Brand | SINOTRUK Homan |
| Material | Low‑carbon steel (SAE 1010) or brass (C26000) – specify type |
| Head Type | Countersunk (90°) or flat head (depending on application) |
| Shank Diameter (nominal) | 5.0 mm, 6.0 mm, 8.0 mm (check application) |
| Shank Length | 12 mm, 15 mm, 18 mm (standard) |
| Head Diameter | 9.5 mm (for 5 mm shank), 12 mm (for 6 mm), 16 mm (for 8 mm) |
| Tensile Strength (steel) | ≥ 420 MPa |
| Shear Strength (steel) | ≥ 280 MPa |
| Hardness (steel) | 80 – 95 HRB |
| Surface Coating | Yellow zinc plating (240h salt spray) or plain (brass) |
| Setting Method | Pneumatic rivet gun or hydraulic press (recommended force 20‑30 kN) |
| Standards | ISO 1891, DIN 660, SAE J429 |
| Applications | Brake shoe lining attachment, clutch facing riveting, general sheet metal assembly |
The 3502B-105 Rivets are produced using a cold‑heading process that aligns the grain flow along the shank, resulting in superior ductility and resistance to splitting during setting. After heading, the rivets are tumble‑finished to remove burrs and then either zinc‑plated (steel version) or left natural (brass version).
The countersunk head is engineered with a 90° included angle, matching standard countersink drills used in brake lining manufacturing. This ensures that the head sits perfectly flush with the lining surface, preventing premature wear of the brake drum or disc. The head also features a slight radius at the transition to the shank, reducing stress concentration.
Every batch of rivets is sampled and tested for hardness, shear strength, and head‑to‑shank concentricity. A 100% visual inspection ensures no cracks or surface defects. The rivets are also tested for setability – an actual brake lining and backing plate are riveted together using the same tooling that the customer will use.
Steel 3502B-105 Rivets are coated with a yellow zinc plating that includes a trivalent chromate conversion layer. This provides 240 hours of salt spray resistance (ASTM B117), ensuring that rivets do not corrode and weaken the joint even in winter road salt conditions.
For applications where non‑magnetic or corrosion‑proof fasteners are required (e.g., marine or food processing), brass rivets are available. Brass also offers lower friction during setting, reducing tool wear.
The zinc coating is also compatible with the rubber bonding agents used in some brake lining production – no primer or pre‑treatment is needed.
The 3502B-105 Rivets are designed to be set with standard pneumatic rivet hammers or hydraulic presses using a concave die that forms the tail into a smooth button head. Setting force typically ranges from 15 to 30 kN depending on shank diameter.
When setting, the tail of the rivet should protrude through the backing plate by 1.5 to 2 times the shank diameter before forming. After forming, the expanded tail should have a diameter at least 1.3 times the original shank diameter, with no cracking visible.
These rivets are direct replacements for original brake lining rivets used on SINOTRUK HOWO, SHACMAN, MAN, and DAF trucks. They are also used to rivet friction plates onto clutch discs and to assemble structural brackets.
To correctly set 3502B-105 Rivets, follow these steps: 1) Drill or punch holes in the friction material and backing plate using the correct drill size (shank diameter +0.1 mm). Deburr both sides.
2) Insert the rivet through the lining and backing plate. The head should rest flush with the lining friction surface (countersunk).
3) Support the head of the rivet with a hardened steel anvil. Use a rivet snap (forming tool) that matches the desired tail shape (bossed or button).
4) Apply a single, steady stroke with a pneumatic rivet gun or hydraulic press. The force must be sufficient to expand the tail to at least 1.3x shank diameter.
5) Inspect the set rivet: no cracks in the tail, no gap between the lining and backing plate, and the head fully seated.
6) Repeat for all rivet locations. Torque test a sample rivet if possible – it should resist a tensile pull of at least 3 kN without pulling through.
During brake or clutch inspections, visually check the 3502B-105 Rivets for signs of loosening. Loose rivets will allow relative movement between the lining and backing plate, often indicated by fretting dust around the head.
If any rivet is found loose, the entire lining must be removed, holes inspected for elongation, and new rivets installed. Never reuse a rivet – the tail work‑hardens during setting and will not hold properly a second time.
Corrosion around the rivet head (white or red rust) indicates that the zinc coating has been damaged. Replace the rivet and consider using brass versions for corrosive environments.
Each batch of 3502B-105 Rivets is tested in an ISO 17025 accredited lab. Tests include: (1) Tensile strength (per ASTM E8), (2) Shear strength (double‑shear test), (3) Hardness (Rockwell B), (4) Head concentricity, (5) Salt spray resistance (ASTM B117, 240h).
(6) Setting test: ten rivets are set into a standard test coupon and then inspected for cracks and pull‑out force. (7) Microstructure examination (grain flow, decarburization depth). The rivets meet ISO 1891 and DIN 660 standards. A certificate of conformance is provided with each shipment.
The manufacturing facility is IATF 16949 certified, ensuring consistent quality for automotive safety‑critical applications.
A Chinese brake lining manufacturer switched to the 3502B-105 Rivets for their line of heavy‑duty truck linings. After producing 50,000 lining sets, they reported zero field failures due to rivet loosening, compared to a 0.5% failure rate with the previous supplier. The consistent head‑to‑shank concentricity reduced setting tool wear by 60%.
An Australian mining fleet operating 80 HOWO trucks used 3502B-105 rivets to rebuild brake shoes in‑house. The rivets remained tight even after severe brake temperatures (measured at 450°C on the drum), eliminating rattling and premature shoe replacement. The fleet saved 30,000 AUD in new shoe purchases annually.
Each lot of 3502B-105 Rivets is supplied in a sealed plastic bag with a desiccant, placed inside a cardboard box. Boxes contain 100, 500, or 1000 rivets, with foam dividers to prevent damage.
A tamper‑evident hologram sticker with the SINOTRUK Homan logo is affixed to the box. A QR code leads to the authenticity verification portal. Counterfeit rivets often have inconsistent head geometry, weaker steel, or lacking plating. Genuine rivets have a distinctive yellow‑zinc appearance and a smooth head finish.
Always purchase from authorized distributors. The genuine 3502B-105 rivets come with a 12‑month warranty against material defects.
Summary: The SINOTRUK Homan Rivets (OEM 3502B-105) deliver high shear strength, thermal stability, and corrosion resistance for critical fastening applications. Upgrade your brake lining or structural assemblies with genuine OEM rivets – the trusted choice for permanent, vibration‑proof joints.
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.