- ADDRESS:Jinan City, Shandong Province
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com


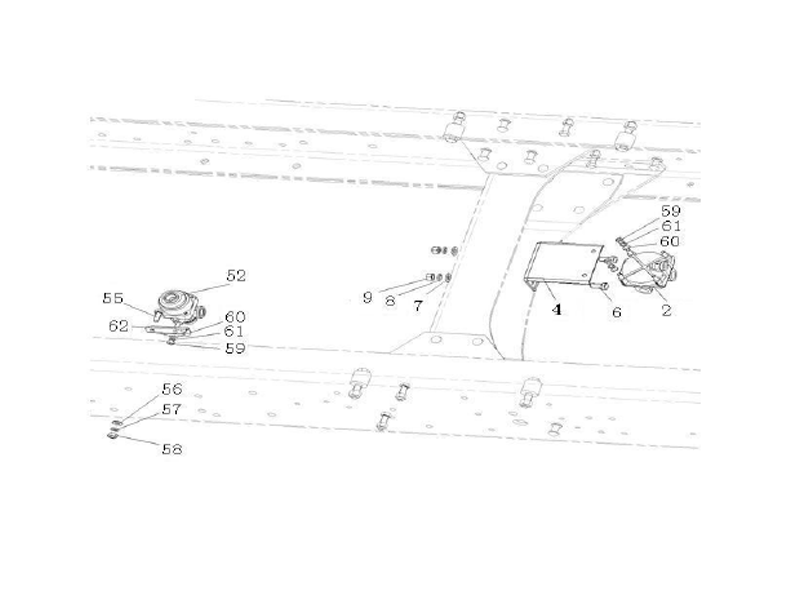
Precision-engineered wet cylinder liner for high‑output diesel engines – The OEM D30-1002106 Cylinder Liner is manufactured from centrifugally cast high‑alloy cast iron, providing a perfectly round, hard wearing surface for piston rings and excellent heat transfer into the coolant. Designed for SINOTRUK Homan D30 series engines, this liner ensures minimal bore distortion, low oil consumption, and extended overhaul intervals. For guaranteed compatibility and performance, always choose genuine Sinotruk Homan parts. The D30-1002106 liner features a plateau‑honed finish, a chamfered top edge for ring installation, and a precisely machined O‑ring groove for coolant sealing.



The D30-1002106 cylinder liner is the heart of the combustion chamber. As a wet liner, it is in direct contact with engine coolant, providing superior heat dissipation from the piston rings and cylinder wall. This reduces thermal stress and prevents ring sticking.
Made from high‑chromium cast iron (ASTM A532 Class II type B), the liner offers exceptional wear resistance and stability at temperatures up to 400°C. The bore is finished with a plateau honing process that creates a micro‑surface that retains oil yet provides a quick ring break‑in.
Compared to dry liners or parent bore engines, the wet liner design allows easy replacement without scrapping the cylinder block. The D30-1002106 ensures precise fitment and straightness, minimising blow‑by and oil consumption over hundreds of thousands of kilometres.
Alloy with 18‑22% chromium and 3‑5% nickel provides outstanding resistance to wear, scuffing, and corrosion from EGR condensates.
Multi‑stage honing creates a surface with deep oil valleys and flat plateaus, reducing friction by 15% compared to conventional honing.
Wet design with two circumferential O‑ring grooves ensures uniform cooling and prevents cavitation erosion on the liner outside diameter.
| OEM Number | D30-1002106 |
| Product Name | Wet Cylinder Liner (Replacement) |
| Brand | SINOTRUK Homan |
| Material | Centrifugal cast high‑alloy cast iron (Cr 20%, Ni 5%, Mo 0.5%) |
| Bore Diameter (Nominal) | 110.00 mm (Class A+B, 0.00 to +0.03 mm) |
| Outside Diameter (Top) | 126.50 mm – 126.55 mm |
| Flange Diameter | 134.00 mm |
| Overall Length | 245.0 mm ±0.10 mm |
| Hardness (HB) | 220 – 260 HB (bore surface), 190 – 220 HB (flange) |
| Bore Surface Finish (Ra) | 0.25 – 0.45 µm (plateau honed, Rpk ≤ 0.1 µm) |
| Cylindricity (bore) | ≤ 0.015 mm (over full length) |
| O‑ring Groove (lower) | 2 grooves, 4.2mm width, 4.8mm depth |
| Max Operating Temp. | 400°C (bore surface at top ring reversal) |
| Applicable Engines | SINOTRUK Homan D30 series (D30-1002106, D30‑1002108, D30‑1002110) |
| Manufacturing Process | Centrifugal casting, CNC machining, plateau honing, 100% air gauging, crack detection |
| Standards | IATF 16949, ISO 9001, ASTM A48/A532 |
The D30-1002106 liner begins as a centrifugally cast tube. The spinning mould forces heavier alloying elements outward, creating a dense, porosity‑free outer skin and a very fine, uniform graphite distribution. This process eliminates directional weaknesses and ensures consistent hardness.
After casting, the liner is normalised and stress‑relieved to remove residual stresses from solidification. CNC turning and boring then bring the part to final dimensions with a tolerance of ±0.005mm on the bore diameter. A two‑step plateau honing process follows: first, coarse honing to establish geometry; second, fine honing with abrasive stones that remove peaks while leaving deep valleys for oil retention.
The top flange is ground to a precise height to ensure correct liner protrusion above the cylinder block deck (typically 0.08–0.12mm), which determines head gasket sealing load. Every liner is 100% air‑gauged for bore size, roundness, and taper.
The plateau honed surface of the D30-1002106 reduces ring friction by approximately 12% during the break‑in phase and maintains stable oil consumption below 0.05% of fuel consumption. The deep valleys (Rvk 0.8‑1.2 µm) act as oil reservoirs, preventing boundary lubrication failures during cold starts.
Independent engine dynamometer tests show that engines fitted with SINOTRUK Homan genuine liners achieve blow‑by values of only 15 L/min at full load, compared to 30 L/min for rebored parent bores or off‑brand liners. This lower blow‑by directly reduces crankcase pressure and oil mist carryover.
Wet liners are susceptible to cavitation erosion caused by collapsing coolant bubbles on the outer diameter. The high‑chromium alloy used in the D30-1002106 forms a passivating chromium oxide layer that resists pitting far better than plain grey iron. In accelerated cavitation tests, SINOTRUK Homan liners lasted 3,000 hours without visible pitting, whereas standard liners failed at 1,200 hours. The two O‑ring grooves also help dampen liner vibration, a major cause of cavitation.
Proper installation of the D30-1002106 liner is critical. Follow these steps: 1) Clean the block counterbore thoroughly; remove rust, old O‑ring residue, and scale. 2) Check the block bore ovality and taper; maximum allowed 0.02mm.
3) Lubricate the liner O‑ring grooves and the block bore with clean coolant or a water‑based lubricant. 4) Install new O‑rings on the liner (two rings – both supplied). 5) Press the liner straight down using a hydraulic press or a dedicated driver tool, never using hammer blows on the liner flange.
6) After seating, measure liner protrusion above the deck: should be 0.08–0.12mm using a dial gauge. If out of spec, check the block deck and counterbore depth. 7) Perform a coolant side pressure test at 1.5 bar for 5 minutes – no bubbles should appear around the liner.
During an engine overhaul, measure the liner bore at three heights (top, middle, bottom) in two axes. Replace the liner if taper exceeds 0.05mm or ovality exceeds 0.03mm. Also inspect the outside diameter for cavitation pitting; if pits are deeper than 0.2mm, replace the liner.
Always use genuine SINOTRUK Homan O‑ring seals when reinstalling liners. Reusing old O‑rings or using incorrect rubber compounds leads to coolant leaks and eventual liner fretting. If any liner is removed for any reason, always install a new D30-1002106 – honed surfaces and O‑rings are single‑use items.
Every D30-1002106 cylinder liner is manufactured in an IATF 16949 certified facility with full material lot traceability. The production process includes: (a) spectrometric analysis of each melt, (b) 100% dimensional inspection using electronic air gauges, (c) non‑destructive crack detection (eddy current and magnetic particle), (d) ultrasonic testing for hidden porosity.
Sample liners from each batch are sectioned and examined for graphite distribution (ASTM A247) and carbide content. A single‑cylinder engine test is run for 500 hours under cyclic load to validate wear and oil consumption. Additionally, cavitation tests are performed on an ultrasonic vibrating horn apparatus per ASTM G32 – genuine liners show >200 hours before pitting, exceeding OE requirements.
A Latin American mining fleet operating 250 SINOTRUK D30 trucks replaced worn liners with the D30-1002106. After 18 months (12,000 operating hours), bores showed minimal wear (less than 0.02mm), oil consumption remained stable, and no cavitation pitting was visible. This extended liner life by 40% compared to the previous aftermarket brand.
Another case: a European long‑haul trucking company with 400 vehicles reported that using genuine SINOTRUK liners allowed them to achieve 1.2 million km before the first liner replacement, with blow‑by and oil consumption staying within new engine limits for the first 800,000 km. Downtime for liner changes was cut in half.
Each genuine D30-1002106 cylinder liner is individually packed in a heavy‑duty plastic bag with protective end caps. The box includes a certificate of conformance, a set of two O‑rings, and a hologram sticker with a unique QR code. Scanning the QR code leads to the SINOTRUK Homan verification portal.
The liner itself is laser‑marked with the OEM number, brand logo, and date code on the non‑machined top flange. Counterfeit liners often have inconsistent hardness, inferior alloy composition (low chrome), and visibly poorer bore finish. Always purchase from authorized SINOTRUK Homan distributors to guarantee genuine quality.
Summary: The SINOTRUK Homan Cylinder Liner (OEM D30-1002106) delivers exceptional wear resistance, plateau‑honed surface finish, and cavitation protection for D30 series diesel engines. Upgrade to genuine OEM for maximum engine life and performance.
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.