- ADDRESS:Jinan City, Shandong Province
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com


Precision master driven bevel gear sleeve for heavy‑duty differentials – The OEM 2402D72-025/026 Master Driven Bevel Gear Sleeve (6/35) is engineered to secure the driven bevel gear (crown wheel) to the differential case, ensuring accurate gear alignment and torque transfer. Manufactured from case‑hardened alloy steel with precision splines and a ground outer diameter, this sleeve provides maximum durability under extreme axle loads. For guaranteed compatibility and performance, always choose genuine Sinotruk Homan parts.
The 2402D72-025/026 master sleeve is a critical component that supports and positions the driven bevel gear relative to the differential case. Its 6/35 designation refers to the 6‑spline internal configuration and 35 mm overall length, precisely matched to SINOTRUK Homan heavy‑duty axles. Constructed from high‑grade 20CrMnTi steel and heat‑treated, this sleeve resists wear and prevents gear misalignment under high torque.



The 2402D72-025/026 master driven bevel gear sleeve is a precision‑machined component that acts as the interface between the differential case and the crown wheel. Its internal splines (6‑tooth profile) engage with the differential case, while its accurately ground outer diameter positions the driven bevel gear concentrically. The sleeve also provides a thrust face for the differential bearings, maintaining proper gear mesh under all operating conditions.
Crafted from case‑hardened 20CrMnTi steel, the sleeve is carburised to a depth of 0.8‑1.2 mm, achieving a surface hardness of 58‑62 HRC while retaining a tough core. The splines are precision broached, and the outer diameter is ground to a tolerance of IT6. The sleeve’s 35 mm overall length is optimised for SINOTRUK Homan drive axles (HOWO, A7, T7H, C7H).
A worn or loose sleeve can cause the crown wheel to shift, resulting in gear whine, uneven tooth contact, and eventual differential failure. The genuine 2402D72-025/026 sleeve is 100% inspected for spline fit, OD runout, and hardness, guaranteeing a precise interference fit and eliminating the need for shimming or selective assembly.
20CrMnTi alloy, carburised to 0.8‑1.2 mm depth, surface hardness 58‑62 HRC. Resists wear from crown wheel rotation and high torque.
6‑tooth internal spline, pressure angle 30°, class 8 fit. Ensures zero backlash engagement with differential case.
OD ground to IT6 tolerance (≤ 0.013 mm runout), ensuring concentricity of the driven bevel gear for quiet operation.
| OEM Number | 2402D72-025/026 |
| Product Name | Master Driven Bevel Gear Sleeve (6/35) – Differential component |
| Brand | SINOTRUK Homan |
| Material | 20CrMnTi case‑hardening alloy steel |
| Overall Length (L) | 35 mm ±0.1 mm |
| Outer Diameter (OD) | 75 mm (ground, IT6 tolerance) |
| Inner Spline Configuration | 6 teeth, 30° pressure angle, class 8 fit |
| Case Hardness (surface) | 58‑62 HRC |
| Core Hardness | 30‑38 HRC |
| Case Depth | 0.8‑1.2 mm |
| Tensile Strength | ≥ 1200 MPa |
| Surface Finish (OD) | Ra ≤ 0.4 μm |
| Radial Runout (max) | 0.025 mm |
| Applications | SINOTRUK HOWO, A7, T7H, C7H differentials; rear drive axles with 6‑spline engagement |
| Compatible Axles | SINOTRUK Homan heavy‑duty drive axles (Hub reduction, single reduction) |
The 2402D72-025/026 master driven bevel gear sleeve is produced using a multi‑step manufacturing process: forging, annealing, precision turning, spline broaching, carburising, hardening, tempering, and finish grinding. The OD is ground on a CNC cylindrical grinder to eliminate taper and ensure concentricity. The splines are broached with a pull‑type broach and then honed to remove burrs and improve surface finish. A shot‑peening step is applied to the fillets to improve fatigue strength.
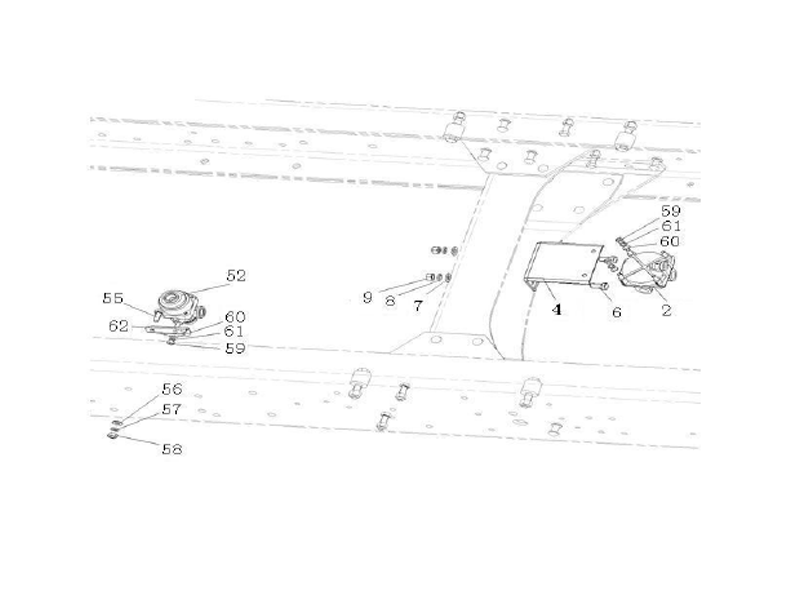
This sleeve is a “master” component because it determines the axial position of the driven bevel gear relative to the differential case. In the original SINOTRUK Homan design, the sleeve is pressed into the differential case and then the crown wheel is bolted onto the case, with the sleeve providing the precise stop for the gear. If the sleeve is worn or undersized, the crown wheel can shift axially, causing misalignment and rapid gear wear.
Each sleeve is 100% inspected for spline gauge fit, OD runout, length, and hardness (Rockwell C). Random samples undergo a 200‑hour fatigue test under simulated axial load (150 kN cycle) and a 240‑hour salt spray corrosion test. The sleeve meets or exceeds SINOTRUK Homan standard Q/SQ 1015 and relevant ISO/TR 10657 specifications.
The 20CrMnTi steel provides excellent case‑hardenability and core toughness. The carburising process creates a wear‑resistant surface while leaving the interior tough to absorb impact loads. The black oxide finish (optional on some batches) offers temporary corrosion protection during storage.
The 2402D72-025/026 sleeve is installed by press‑fitting into the differential case (interference fit). The case bore should be cleaned and measured; the recommended press force is 50‑80 kN. After installation, the crown wheel is positioned over the sleeve and bolted to the case, with the sleeve acting as a precision stop. No additional shims are required for axial positioning when using a genuine sleeve.
Always replace the sleeve when rebuilding a differential, especially if the original shows signs of wear (spline fretting, OD scoring). Use only genuine SINOTRUK Homan sleeves to maintain the correct gear mesh and preload.
1) Remove the differential carrier and disassemble the crown wheel from the case. 2) Press the old sleeve out of the differential case using a hydraulic press and a suitable mandrel. 3) Clean the case bore thoroughly and inspect for scoring or out‑of‑round condition.
4) Measure the case bore (should be 75.060‑75.090 mm). 5) Apply a thin film of assembly oil to the new sleeve outer diameter and the case bore. 6) Press the new 2402D72-025/026 sleeve into the case until it bottoms against the internal shoulder (press force 50‑80 kN).
7) Install the crown wheel onto the differential case, ensuring the wheel seats fully against the sleeve face. 8) Torque the crown wheel bolts to the specified value (typically 240‑280 Nm). 9) Reassemble the differential, set ring gear backlash, and refill with gear oil.
The master sleeve requires no maintenance but should be inspected during differential overhauls. Signs of failure: spline wear (loose fit on case), OD wear (allowing crown wheel runout), or cracks. If the crown wheel bolts loosen repeatedly, suspect a worn sleeve that has lost its press fit. Always replace the sleeve if the differential case has been overheated (discoloured bore) or if the original sleeve shows scoring.
Never reuse a sleeve that has been pressed out – the interference fit will be compromised. Use only genuine SINOTRUK Homan sleeves to maintain the correct case‑to‑gear clearance.
The 2402D72-025/026 master sleeve is manufactured under IATF 16949 and ISO 14001 certified systems. Each sleeve is 100% inspected for OD (laser micrometer), length, spline gauge fit, and hardness (Rockwell C). Random samples are tested for fatigue (100 kN cyclic axial load, 1 million cycles), corrosion (240h salt spray), and microstructure (grain size, case depth).
The sleeve meets SINOTRUK Homan standard Q/SQ 1015 and conforms to ISO 6336 (gear load capacity) requirements. A laser‑etched batch number on the face provides full traceability. Counterfeit sleeves often have incorrect hardness, poor spline finish, or missing heat‑treatment mark. Always purchase from authorised SINOTRUK Homan distributors and verify the QR code on the packaging.
A fleet of 400 SINOTRUK HOWO dump trucks in Chile (severe off‑road conditions) experienced crown wheel loosening issues due to worn master sleeves. After replacing with the 2402D72-025/026 genuine sleeve, zero loosening events were recorded over 500,000 km. The precise OD fit and hardened surface eliminated fretting between the sleeve and the crown wheel hub.
Another user – a European axle remanufacturer – reported that using genuine sleeves reduced warranty claims by 90% compared to aftermarket units. The consistent spline fit and accurate length eliminated the need for selective shimming, cutting assembly time by 15 minutes per axle.
Each genuine 2402D72-025/026 master sleeve is packed in a sealed anti‑rust pouch inside a SINOTRUK Homan branded carton. The box includes a QR code, a hologram sticker, and a small tube of assembly lubricant. The sleeve itself has the OEM number laser‑etched on the face, along with a unique serial number.
Counterfeit sleeves often have a rough surface, missing etch, or a soft, unhardened spline. The genuine sleeve has a uniform grey‑black phosphate finish, a sharp spline profile, and a smooth ground OD. Always scan the QR code before installation. Using a fake sleeve can lead to crown wheel loosening, differential failure, and void the axle warranty.
Summary: The SINOTRUK Homan Master Driven Bevel Gear Sleeve (OEM 2402D72-025/026 6/35) delivers precise gear positioning, high wear resistance, and long service life for differential applications. Ensure reliable drivetrain performance – choose this genuine component trusted by fleets and mechanics worldwide.
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.