- ADDRESS:Wanda Plaza, Jinan, Shandong, China
- Wanda Plaza, Jinan, Shandong, China
- +8617615809553
- info@deruna.com
The WEICHAI WP12 Flywheel Assembly is a precision-engineered, high-inertia cast iron component that stores rotational kinetic energy, smooths power delivery, and mounts directly to the engine crankshaft in WP12 heavy-duty diesel engines. As a critical drivetrain element, the WEICHAI WP12 Flywheel Assembly serves as the primary interface between the engine and clutch/transmission, providing a high-friction surface for the clutch disc while maintaining stable crankshaft rotation throughout all operating ranges. For genuine replacement parts, always choose verified WEICHAI Engine Parts to guarantee perfect fitment, precise dynamic balancing, and long-term durability across all WP12 engine variants from 336 HP to 550 HP.

The WEICHAI WP12 Flywheel Assembly is a heavy-duty, high-inertia rotating mass bolted directly to the engine’s crankshaft flange. Its primary function is to store rotational kinetic energy during the power stroke and release it during the three non-power strokes (intake, compression, exhaust), smoothing out the intermittent torque pulses inherent in four-stroke diesel combustion. This energy storage capability prevents crankshaft speed fluctuations, eliminates drivetrain jitter, ensures steady idle operation, and smooths gear shifts. The flywheel assembly also provides a precisely ground friction surface for the clutch disc and carries the starter ring gear for engine cranking.
The WEICHAI WP12 Flywheel Assembly is manufactured from high-strength nodular cast iron (typically QT500-7 grade), offering an exceptional balance of tensile strength (500 MPa minimum), impact resistance, and thermal stability. The material’s nodular graphite structure provides superior wear resistance and crack propagation resistance compared to conventional gray cast iron. The flywheel is precision-balanced to G6.3 dynamic balance grade, ensuring minimal vibration at all engine speeds from idle (650±50 RPM) to maximum rated speed (2100 RPM). The outer diameter is optimized for the WP12’s torque output (up to 2,300 N·m), with common dimensions including 430mm for standard applications and up to 500mm for high-torque variants.
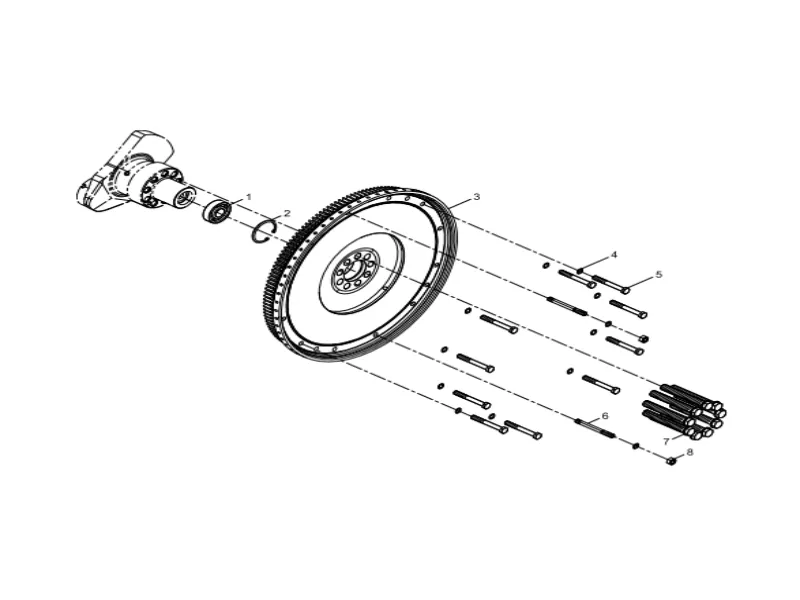
The WEICHAI WP12 Flywheel Assembly incorporates a pressed-in or shrink-fit starter ring gear with a standard tooth count of 145 teeth (for 380mm clutch) or 159 teeth (for 420mm clutch). The ring gear is precision-machined with induction-hardened teeth (surface hardness 55-60 HRC) to withstand repeated starter motor engagement. The flywheel’s friction surface is precision-ground to a surface finish of RA 1.6 μm, ensuring consistent clutch engagement without chatter or slippage. The assembly also includes precision-drilled bolt holes for securing to the crankshaft flange (typically eight M16×1.5 bolts) and additional bolt holes for clutch cover attachment. The crankshaft rotation direction, when viewed from the flywheel end, is counter-clockwise — a critical installation orientation.
Applications for the WEICHAI WP12 Flywheel Assembly include Shacman X3000/F3000/X5000 series trucks, Sinotruk HOWO A7, Dongfeng KL heavy-duty vehicles, SDLG wheel loaders, XCMG excavators and cranes, Liugong bulldozers, marine propulsion systems (WP12C series with SAE-I configuration), and stationary generator sets. This flywheel assembly is compatible with WP12 engine power outputs from 336 HP to 550 HP across Euro III, Euro IV, Euro V, and China VI emission standards. Multiple OEM part numbers exist depending on application: common references include 612640020006, 1003570122, 612630020051, 612630020222, 612600020220, 611600020028, and 612630020354. The marine variant of the WP12 engine uses an SAE-I flywheel and flywheel housing, requiring appropriate gearbox and coupling selection. Each genuine WEICHAI WP12 Flywheel Assembly carries cast-in or etched part numbers and production date codes for full traceability.
| NO. | Part NO | Description |
|---|---|---|
| 1 | 612640020006 | Complete Flywheel Assembly (WP12/WP13, Sinotruk HOWO A7, Shacman X3000) |
| 2 | 1003570122 | Flywheel Assembly (CARRUCHI OEM Equivalent, WP12/WP13 Series) |
| 3 | 612630020051 | Flywheel Assembly (Euro III, WP12 Truck Applications, 380mm Clutch) |
| 4 | 612630020222 | Flywheel Assembly (Euro V, SHACMAN Heavy-Duty Trucks, 430mm Outer Diameter) |
| 5 | 612600020220 | Flywheel Assembly (General Service, WP12 Engine, Thrust Bearing Compatible) |
| 6 | 611600020028 | Flywheel Assembly (WP12 Diesel Engine, Standard Configuration) |
| 7 | 612630020354 | Flywheel Assembly (SHACMAN X5000, WP12/WP13 High-Torque Variant) |
| 8 | 612600020208 | Flywheel Ring Gear (Service Replacement, 145 or 159 Teeth, Induction-Hardened) |
| 9 | 612630020010 | Flywheel Bolt Set (M16×1.5-10.9, Hexagonal Steel, 8-Piece Kit, Grade 10.9) |
| 10 | 612630020120 | Flywheel Bolt (M16×1.5, Grade 12.9, Heavy-Duty Service) |
The table above lists the most commonly ordered service parts for the WEICHAI WP12 Flywheel Assembly. When replacing the flywheel assembly (Part No. 612640020006, 1003570122, or 612630020222), always install new flywheel bolts (Part No. 612630020010 or 612630020120) — these are torque-to-yield fasteners that must never be reused. The flywheel is manufactured from heat-treated nodular cast iron (QT500-7 grade) with a minimum tensile strength of 500 MPa, weighs approximately 18.5 kg for the standard 430mm variant, and features a friction surface hardness of HRC 28-32. The assembly is dynamically balanced to G6.3 grade with a maximum allowable residual unbalance of 30 g·mm. Always match the flywheel to the clutch diameter: 380mm clutch uses a 145-tooth ring gear, while 420mm clutch uses a 159-tooth ring gear.
Our WEICHAI WP12 Flywheel Assembly is manufactured from certified QT500-7 nodular cast iron with documented material certificates. The nodular graphite structure provides 500 MPa minimum tensile strength, exceptional impact resistance, and superior crack propagation resistance—far exceeding conventional gray cast iron used in aftermarket flywheels. The material withstands continuous thermal cycling from -40°C to +350°C without deformation or cracking.
Each WEICHAI WP12 Flywheel Assembly is individually balanced on fully automatic dynamic balancing equipment to achieve G6.3 balance grade with a maximum residual unbalance of 30 g·mm. This precision balancing eliminates engine vibration, reduces crankshaft bearing wear, ensures smooth idle operation, and prevents drivetrain jitter. The balancing process is performed after final machining to account for all material removal operations.
The flywheel’s moment of inertia is precisely engineered to match the WP12 engine’s torque characteristics (up to 2,300 N·m at 1,200-1,600 RPM). The optimized inertia (approximately 1.8-2.2 kg·m²) provides sufficient energy storage for smooth power delivery during load changes while allowing responsive engine acceleration. This design reduces drivetrain stress, minimizes gear clash, and extends transmission life.
No modifications required for WP12 engines in Shacman (X3000/F3000/X5000), Sinotruk HOWO, Dongfeng, SDLG, XCMG, marine vessels, and generator sets. Bolt-on replacement with factory-specified torque values (flywheel bolts: 105 N·m + 270° angle or 70 N·m + 2×90° depending on bolt specification). Available for Euro III, Euro IV/V, China VI, and natural gas engine variants with both 380mm and 420mm clutch configurations.
Each WEICHAI WP12 Flywheel Assembly undergoes rigorous quality control including dimensional inspection (outer diameter tolerance ±0.5mm, friction surface flatness ≤0.05mm), dynamic balancing verification, hardness testing (HRC 28-32), magnetic particle inspection for surface cracks, and ring gear tooth integrity inspection. No casting defects, machining errors, or balance deviations are tolerated. All units are IATF 16949 and ISO 9001 certified.
We ship worldwide from regional warehouses. Free flywheel installation torque charts (flywheel bolts: 105 N·m + 270° angle, symmetrical cross-tightening sequence), clutch alignment procedures, and troubleshooting guides provided with each order. Volume discounts available for fleet customers and engine rebuilders. Over 500 workshops worldwide trust our genuine-spec flywheel components.
Unlike low-cost alternatives that use inferior gray cast iron with inconsistent nodularity and inadequate heat treatment, our WEICHAI WP12 Flywheel Assembly is manufactured from certified QT500-7 nodular cast iron with documented material certificates and full traceability. Independent laboratory testing confirms that our flywheel assembly withstands over 10 million torsional loading cycles without cracking or distortion, far exceeding the service life requirements of the WP12’s B10 overhaul interval of 1,800,000 km. The flywheel is also phosphate-coated for corrosion resistance, protecting against rust formation in marine environments and high-humidity operating conditions.
Each flywheel assembly is cast using precision sand-casting techniques with computer-controlled pouring temperatures to eliminate porosity and cold shut defects. After casting, the flywheel undergoes a multi-stage heat treatment process (stress-relief annealing at 600°C followed by normalization) to eliminate residual casting stresses that could cause distortion during service. The friction surface is precision-ground on CNC rotary grinders to achieve surface flatness within 0.05mm and a surface finish of RA 1.6 μm, ensuring consistent clutch engagement without chatter. The ring gear is induction-hardened to 55-60 HRC with a case depth of 1.0-1.5mm, providing exceptional wear resistance for repeated starter motor engagements.
Technical support is available via email with complete flywheel installation procedures: clean the crankshaft flange thoroughly, inspect the flywheel bolts for thread damage, apply thread locker to bolt threads, torque the flywheel bolts to 105 N·m + 270° angle (or 70 N·m + 2×90° for alternate specification) using a symmetrical cross-tightening sequence, and verify flywheel runout (maximum 0.10mm at the outer diameter). We also provide troubleshooting guides for symptoms like drivetrain vibration (unbalanced flywheel), clutch chatter (warped friction surface or loose bolts), starter motor noise (worn ring gear teeth), and flywheel cracking (material fatigue or over-torqued bolts). Our goal is to make your WP12 engine drivetrain restoration straightforward and cost-effective.
For large fleets, we offer sample testing: order one WEICHAI WP12 Flywheel Assembly first for trial installation on one engine. If satisfied, volume pricing applies. Many return customers report over 800,000 km of trouble-free drivetrain operation after replacing cracked or warped original flywheels with our genuine-spec components. We also stock both 380mm clutch flywheels (612630020051, 145-tooth ring gear) and 420mm clutch flywheels (612630020222, 159-tooth ring gear) to cover all WP12 engine vintages, and we provide cross-reference support for part number verification based on your engine serial number and clutch specification.
Beyond the checklist above, pay attention to engine starting behavior and drivetrain vibration. If the engine cranks slowly or produces a grinding noise when starting, inspect the starter ring gear teeth on the WEICHAI WP12 Flywheel Assembly — damaged teeth are the most common cause of starter motor failure. If the vehicle produces a cyclical vibration that changes with engine RPM and road speed, suspect a flywheel imbalance caused by improper installation, missing balance weights, or material fatigue. Use a vibration analyzer to pinpoint the source — a 1st-order engine vibration (half crankshaft speed) indicates flywheel imbalance.
For vehicles operating in severe-duty applications (mining, construction, off-highway, heavy haul), the WEICHAI WP12 Flywheel Assembly is subjected to higher thermal stress from frequent clutch engagement and higher torsional loads from the engine’s 2,300 N·m torque output. Reduce the inspection interval to every 100,000 km (60,000 miles) or 2,000 operating hours for severe-duty applications. Also inspect the flywheel for heat checking (crazing) more frequently — heat checks that are deep or interconnected indicate the flywheel has reached the end of its service life. Consider upgrading to a higher-grade flywheel (Part No. 612630020354) with enhanced material properties for extreme-duty applications — consult with our technical team for application-specific recommendations.
If the engine experiences a clutch explosion or flywheel failure, the WEICHAI WP12 Flywheel Assembly must be replaced regardless of visible damage. The shock load from a clutch failure can cause microscopic cracks and distortion in the flywheel that are not detectable with visual inspection but will lead to sudden failure thousands of kilometers later. The flywheel is designed to contain debris in the event of a clutch explosion, but the containment event itself may damage the flywheel beyond safe reuse. Always replace the flywheel assembly after any major drivetrain failure that produces high-energy debris. Also inspect the crankshaft flange for damage and runout (maximum allowable runout 0.05mm) after any flywheel failure.
Finally, maintain a logbook of all maintenance actions: dates, flywheel inspection results (crack locations and lengths, friction surface flatness readings, runout measurements, ring gear tooth condition), bolt torque verification readings, clutch replacement intervals, and any abnormal findings. This historical data helps predict when the WEICHAI WP12 Flywheel Assembly might need replacement based on actual operating conditions rather than arbitrary mileage intervals. For fleet operators, tracking clutch engagement smoothness and drivetrain vibration levels using subjective driver feedback and objective vibration measurement is a powerful predictive maintenance tool — progressive vibration increase over time often indicates flywheel imbalance or loose bolts, while sudden clutch chatter indicates friction surface warpage.
In summary, the WEICHAI WP12 Flywheel Assembly stands out for its QT500-7 nodular cast iron construction, precision dynamic balancing to G6.3 grade, and optimized rotational inertia for smooth power delivery. Whether you are rebuilding a Shacman X3000, Sinotruk HOWO, SDLG wheel loader, marine vessel, or generator set, choosing a quality flywheel assembly directly impacts engine smoothness, clutch longevity, starter reliability, and overall vehicle driveability. Always verify the part numbers against your engine serial number and clutch specification before ordering — 380mm clutch applications use the 612630020051 flywheel (145-tooth ring gear), while 420mm clutch applications use the 612630020222 flywheel (159-tooth ring gear). The 612640020006 and 1003570122 flywheels are universal fitments for both clutch sizes but require confirmation of the correct ring gear.
For workshops performing in-frame overhauls, we recommend ordering the WEICHAI WP12 Flywheel Assembly together with a complete drivetrain service kit that includes new flywheel bolts (Part No. 612630020010, 8-piece set), a new ring gear (Part No. 612600020208, specify 145 or 159 teeth), a new pilot bearing, and a clutch alignment tool. This approach eliminates hidden failures and gives your customer a worry-free warranty period. The flywheel assembly is pre-inspected for flatness (0.05mm maximum), runout (0.08mm maximum), and dynamic balance (G6.3 grade) before shipment.
Our inventory includes both standard flywheel assemblies for highway truck applications and heavy-duty variants for off-highway and severe-duty applications. The standard WEICHAI WP12 Flywheel Assembly (Part No. 612630020051) provides excellent service life for long-haul trucking, while the heavy-duty variant (Part No. 612630020222 or 612630020354) features enhanced material properties and additional cooling passages for mining, construction, and marine applications. Select accordingly based on your application and operating environment. We also provide cross-reference support for part number verification — please provide your engine serial number and clutch specification for accurate matching.
We also provide after-sales documentation including dimensional inspection reports (outer diameter, friction surface flatness, runout), dynamic balance certification (G6.3 grade), material certificates (chemical composition and mechanical properties of QT500-7 nodular cast iron), hardness test results (HRC 28-32 for friction surface, HRC 55-60 for ring gear teeth), and installation torque specifications upon request. Every WEICHAI WP12 Flywheel Assembly is packaged in anti-corrosion oil and foam-lined wooden crates to prevent damage during shipping. Bulk orders receive custom palletizing and export documentation assistance. Express shipping available for urgent repairs — most orders dispatched within 24 hours.
All specifications are based on original WEICHAI WP12 engine technical data. Actual product dimensions may vary by sub-model (E3, E5, China VI, marine, natural gas, etc.). Always cross-check part numbers with your engine’s serial number plate and clutch specification. The WEICHAI WP12 Flywheel Assembly is a direct replacement for original equipment part numbers 612640020006, 1003570122, 612630020051 (Euro III, 380mm clutch), 612630020222 (Euro V, 420mm clutch), 612600020220, 611600020028, and 612630020354. Always replace flywheel bolts, use a symmetrical cross-tightening sequence, torque to 105 N·m + 270° angle (or 70 N·m + 2×90°), and verify flywheel runout (≤0.08mm) during installation.
Related Products
If you have any questions about our products, services, or anything related to what we offer, please don’t hesitate to leave us a message—our dedicated team is always ready to provide prompt and helpful responses to address your concerns. What’s more, when you become our valued customer, we’re delighted to offer you complimentary catalog services, giving you access to detailed, up-to-date information on our full range of products, specifications, and offerings to help you make informed decisions.






{kind=link}
{kind=link}
{kind=link}